Industrial impellers experience heavy wear, but replacement is costly and time-consuming. When an impeller suffered severe erosion on an interior diameter, the component was restored using the AL-Flak 1200F Laser Welder.
The Challenge: Narrow, Deep Geometry
The component required a precise buildup of material inside a deep, narrow bore. Traditional welding methods risked distorting the part or failing to reach the depths needed. The repair required material buildup inside a 4.5″ diameter hole over 6″ deep.
Key Requirements:
-
Weld precisely from both sides of the bore.
-
Apply a 0.060″ buildup per side to restore the inner diameter.
-
Prevent warping, cracking, or distortion of the impeller metallurgy.
←────────── 6″ Deep ──────────→
_______________________________
| | ↑
| [ Worn Inside Diameter ] | 4.5″ ID
|_______________________________| ↓The Solution: Laser Weld with the AL-FLAK 1200
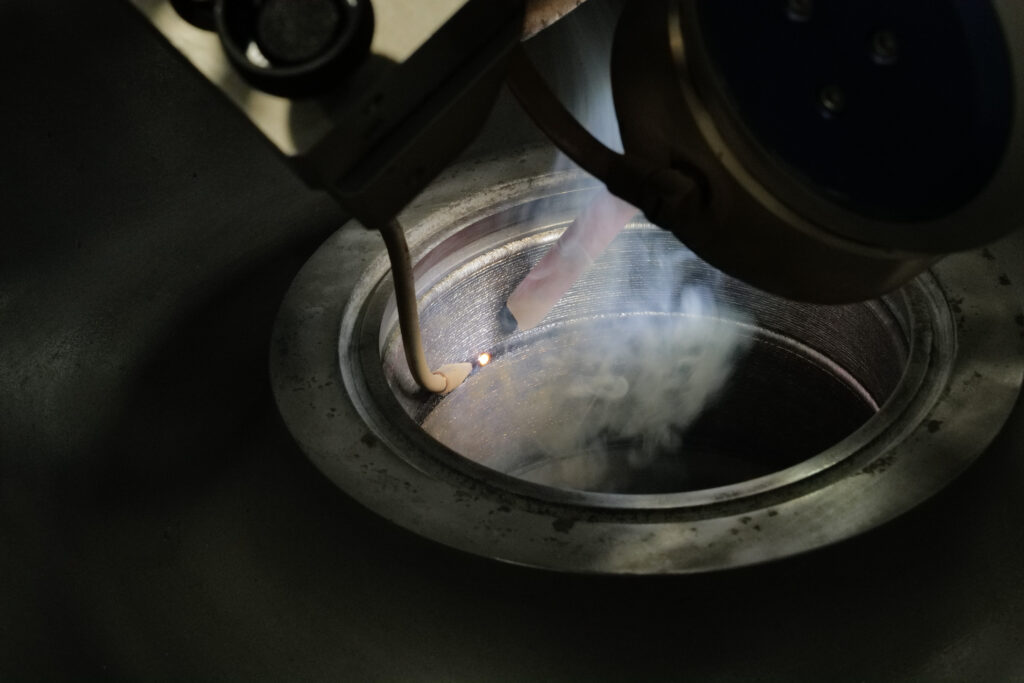
The ALFLAK 1200 fiber laser used a specialized setup to handle the tight geometry:
-
Turn & Tilt Optics: Angled the beam into the bore to maintain the focal point throughout the 6″ depth.
-
AL-DV Wire Feeding System: Automatically fed filler wire for a uniform, multi-layer buildup.
- 21 Hz Pulse Setting: Fine-tuned for rapid deposition with minimal heat input.

Benefits:
- Deep and accurate welds even in hard-to-reach areas.
- Minimal heat input = reduced risk of cracking or warping.
- Clean, repeatable results with minimal post-processing.
- Visual real-time control and fine-tuned pulse settings (21 Hz).